
NEWS
Waste Heat Recovery: How to Improve Efficiency in Industrial Combustion Systems
In modern combustion plants, both in civil applications and industrial processes, improving energy efficiency has become an essential objective rather than a simple choice. Reducing consumption and optimizing performance brings significant benefits from both an economic and environmental perspective.
Regardless of the type of fuel used, analyzing combustion efficiency is the first essential step in identifying possible improvements. This assessment makes it possible to implement effective interventions both on existing plants and during the design of new systems.
Combustion Efficiency
Combustion efficiency expresses how much of the thermal energy produced by the chemical reaction is made available to the system compared to the total energy generated. In formula form:
η = Useful thermal energy delivered / Total thermal energy generated
The regulatory reference for calculating this parameter is UNI 10389-1:2019, which defines the procedures for analyzing combustion products and performing on-site measurements of the combustion efficiency of heat generators powered by liquid and/or gaseous fuels.
Among the main measurements required by the standard are flue gas temperature, combustion air temperature, and oxygen (O₂) or carbon dioxide (CO₂) concentration — all fundamental parameters for determining combustion efficiency.
1. Residual Oxygen Content in Flue Gases
A certain amount of unreacted oxygen in exhaust gases indicates excess air beyond what is required for combustion. Reducing this excess — through accurate burner adjustment with optimized air/fuel ratios — helps minimize losses associated with unused air. During operation, this control can be managed through automatic oxygen regulation systems that dynamically adapt the mixing ratio to actual operating conditions.
2. Thermal Differential Between Exhaust Gases and Incoming Air
Combusted gases are often discharged at high temperatures, carrying away a significant amount of thermal energy that is dispersed into the environment — a direct efficiency loss. The temperature difference between outgoing flue gases and incoming combustion air is therefore a direct indicator of the system’s energy waste.
Recovering Energy from Flue Gases: The Principle of Air Preheating
The most effective strategy for reducing this loss is to recover heat from exhaust gases and use it to preheat the combustion air before it reaches the burner. In this way, part of the energy that would otherwise be lost is reintroduced into the thermal cycle, lowering the temperature differential and directly improving efficiency.
This principle forms the basis of systems equipped with heat recovery units and appropriately designed burners, such as the RIELLO DB series of industrial burners. In these systems, a heat exchanger uses exhaust gases to increase the temperature of the combustion air supplied to the burner, thereby reducing the plant’s overall energy consumption.
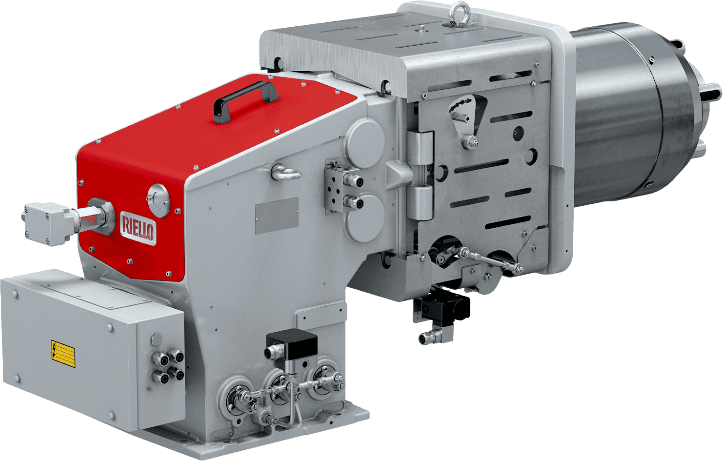
RIELLO DB industrial burners, known for their technology and reliability, are suitable for use in large heating systems as well as in process industries, including applications with hot water boilers, steam generators, thermal oil systems, and various industrial processes.
They are available in several configurations, including versions with electronic air-fuel ratio control, residual oxygen control, and the use of preheated combustion air (up to 250°C), making them the ideal solution for optimizing plant performance and reducing energy consumption.
The DB series is available in 10 models with outputs ranging from 150 kW to 22,000 kW. They are suitable for operation with different types of fuels and are available in standard-emission, Low-NOx, and Ultra Low-NOx versions.
DB BURNER MODEL POWER RANGE
| DB 0 SE | 150 ÷ 850 kW |
| DB 1 SE | 300 ÷ 1300 kW |
| DB 2 SE | 400 ÷ 2500 kW |
| DB 3 SE | 800 ÷ 3800 kW |
| DB 4 SE | 500 ÷ 5000 kW |
| DB 6 SE | 1000 ÷ 8000 kW |
| DB 9 SE | 1000 ÷ 10500 kW |
| DB 12 SE | 1500 ÷ 12500 kW |
| DB 16 SE | 2000 ÷ 18000 kW |
| DB 20 SE | 2500 ÷ 22000 kW |
The power range refers to a combustion air temperature of 20°C; higher air temperatures may reduce the maximum available output.
Case Study: Dynamic Heat Recovery in Radiant Tunnel Ovens with Riello DB Technology
In this context of increasing focus on energy efficiency, the experience of our customer Alitech, a leader in the industrial baking sector, represents a concrete example of how the integration of plant engineering and combustion technology can generate tangible benefits.
The company implemented an innovative dynamic heat recovery circuit in its latest-generation Radiant tunnel oven, developed in collaboration with Riello.

The system makes it possible to recover a significant portion of the thermal energy normally lost through the chimney, reintroducing it into the process and thereby significantly increasing the oven’s overall efficiency. This is not simply passive heat recovery, but a dynamic circuit capable of adapting to operating conditions and improving real-time energy management.
An additional distinguishing feature is the integration of a dedicated sensor for the continuous monitoring of combustion gas quality. This device constantly verifies combustion conditions and automatically activates corrective actions in the event of anomalies, thereby increasing both the safety level and the reliability of the system.
This intervention is part of a broader energy efficiency strategy developed by Alitech, aimed at optimizing every aspect of oven operation.
The results of this integrated approach are clear: on the one hand, a significant reduction in energy losses, on the other, improved operating conditions and operational safety. In an energy-intensive sector such as industrial baking, solutions of this kind can have a decisive impact on both production costs and the overall sustainability of the process.
26/05/2026
 Contact Us
Contact Us
 Sales Network
Sales Network